




异形冲压件
异形冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。
冲压是高效的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。
冲压主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度精确、均匀;表面光洁,无斑、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。
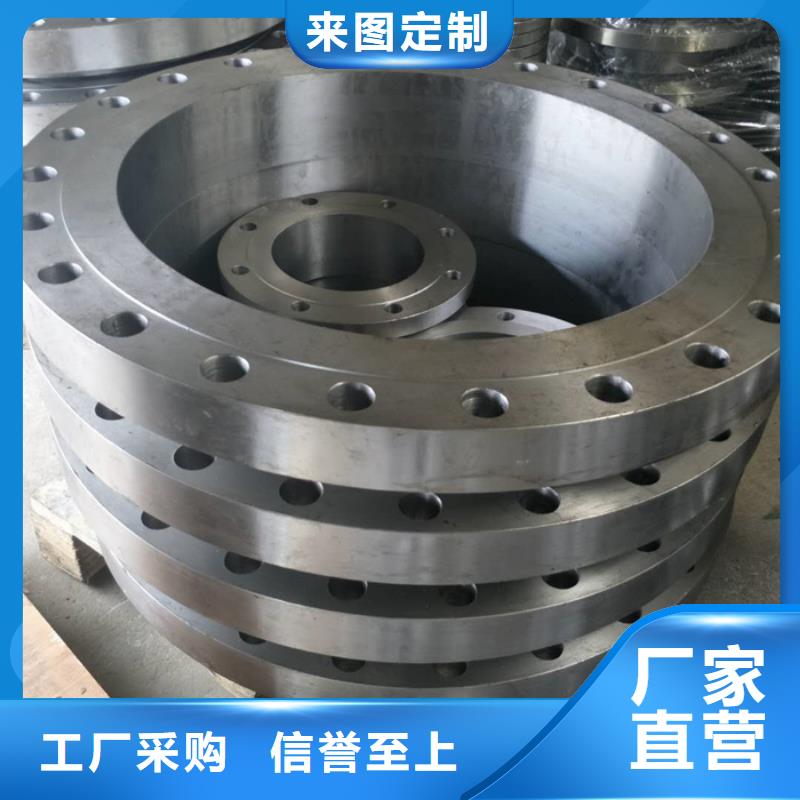
304法兰毛坯
304法兰毛坯规定的压力标记分为PN标记和Class标记。
PN标记有12个压力等级
分别为:PN2.5;PN6;PN10;PN16;PN25;PN40;PN63;PN100;PN160;PN250;PN320;PN400
Class标记有6个压力等级
分别为:Class 150;Class 300;Class 600;Class 900;Class 1500;Class 2500
国标法兰的另一层意思为:按照标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上去后也会漏水。所以购买法兰盘时尽量选用国标法兰。如果资金有限选择二标法兰的情况下一定要仔细观察并测量法兰尺寸以免上当。dq法兰盘厂是一家集生产、经营的大型物资流通企业,主要生产dq法兰毛坯,dq冲压件加工,dq异形件加工厂等.
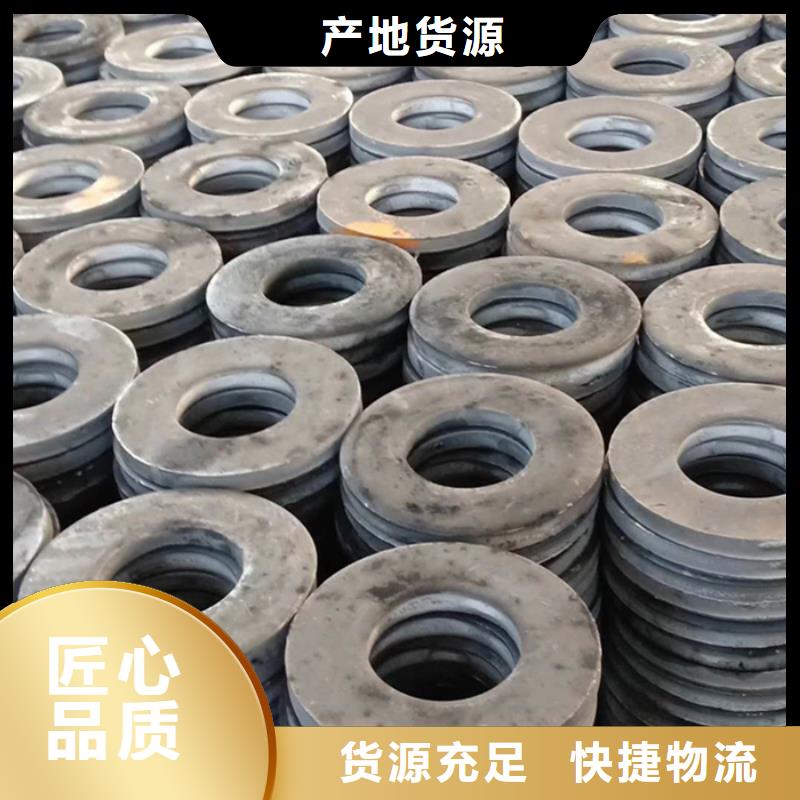
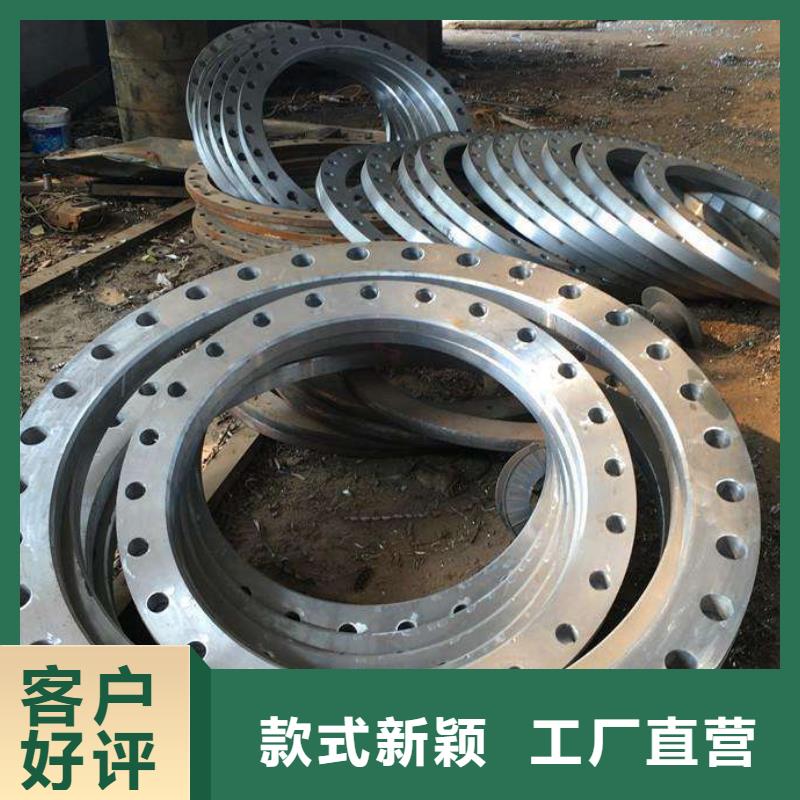
冲压法兰毛坯
冲压法兰毛坯在工业管道中,法兰连接的使用十分广泛。在家庭内,管道直径小,而且是低压,看不见法兰连接。如果在一个锅炉房或者生产现场,到处都是法兰连接的管道和器材。提供各种型号的dq法兰毛坯,dq冲压件加工,dq异形件加工厂,欢迎来电咨询.
法兰毛坯计算重量公式:单位:毫米。外径*外径*0.006165*厚度=重量(kg)
国标法兰标准由中华人民共和国质量监督检验检疫总局和中国标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的推荐性标准。
GB/T 9112~9124-2010一共包括了以下13项标准:
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
GB/T 9123-2010 钢制管法兰盖
GB/T 9124-2010 钢制管法兰
我厂是一家集研发、生产、销售、服务于一体的冲压件、法兰盘、法兰毛坯、垫片、封头、方垫等专业化企业,拥有独立的知识产权。产品广泛应用于石油、化工、轻工、电力、供热、船舶、城建、油气输送等行业,畅销国内29个省、市、自治区,并部分出口美国、新加坡、伊朗、巴基斯坦等和地区,是电力、中石化、中石油、中海油重点法兰管件生产供应商。
冲压件主要特点:
冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:
⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。
⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。
⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。
设计原则
⑴设计的冲压件必须满足产品使用和技术性能,并能便于组装及修配。卸料板与凹模贴合依据检具说明书操作要求再用干净的刷子沿着同一个方向均匀地涂油至冲压件的整个外表面
⑵设计的冲压件必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。
⑶设计的冲压件必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
⑷设计的冲压件,在保证能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、保证产品质量稳定。
⑸设计的冲压件,应有利于尽可能使用现有设备、工艺装备以及工艺流程对其进行加工,并有利于冲模使用寿命的延长。

 苏公网安备 32130202080769
苏公网安备 32130202080769